
元件瓷坯的成型原理
阻容元件生产中,元件的主体或骨架要首先制型,其中元件瓷坯的成型方法需视其外形结构而异:对于片形瓷坯件成型,要根据其厚度情况而异,较厚的用干压,较薄的用轧膜挤膜或流延;对柱状或管形的用挤制;对外形不很规则的中小型件可用热压铸,较大件可用注浆;对外形呈圆环形或平面形的大件可用机床加工等。
(1)干压成型是在粉料中加人5%~ 8%的石蜡(或4% ~ 6%的水)并经充分混合、造粒成干压料,在成型压强为80~120MPa的条件下压制成片形或短柱状坯件。为克服坯件内部堆积紧密程度不一致的缺点,可引用静水压(等静压)成型方法,并已开拓其在工业规模中的实用性。静水压成型的最主要特点是坯件各处承受相同的压力,堆积密度一致,且特别致密。
(2)轧膜成型是在瓷粉料中加人14% ~ 20%的由聚乙烯醇(PVA)、甘油、水组成的粘合剂制成轧膜料,在两个辊子相向转动、其间距离可调的轧膜机上反复轧制,使料混合均匀并排除其中气泡,最后轧制成所需厚度的膜片。再按要求冲切成所需的坯件。
(3)挤制成型是在瓷料里加人5%~10%糊精、6%~10%桐油、7%~10%水,使制成为可塑性料团,置于活塞型挤制机中,可挤出管形、柱形坯件,如采用精心配制的粘合剂和挤出口,亦可挤出膜形坯件。我国自行研制成功的卧式挤膜机,是挤制成型方法的一种新成果,采用1.8%羟甲基纤维素,2.8%聚乙烯醇,3%甘油,3%凡士林,15.4%水制成的复合粘合剂和必要的处理工艺,可以挤制膜宽80mm、膜厚160~400um瓷料坯膜,并可自动干燥、冲切制形,也可成卷备用。
(4)流延成型是在瓷粉中加人呈水浆状的粘合剂(PVA、糊精等)经搅拌成流动良好的浆料,将此浆料置于下部出料槽宽可调的料箱,下置平移速度可调的不锈钢带,通过调节料箱出料槽宽和不锈钢带移动速度可控制涂抹在不锈钢带上的膜层厚度。载于不锈钢带上的膜层可送人控温干燥器进行干燥,经适度干燥的流延膜层可被剥离钢带冲切制形或成卷备用。
(5)挤制是用经配料、球磨、压滤、真空练泥陈腐后的料团,在真空练泥机上挤成直径与立式挤制机料筒内径相配的料段,再于挤制机上配装好挤出口(结构示意见图4. 1(a)、(b)),将泥段置人挤制机筒,开动挤制机,可挤出实心柱形(利用图4. 1(a)样挤出o )或空心管形(利用图4.1(b)样挤出口)坯体。经联动机构切割、干燥送出的即为经放尺(考虑到烧成收缩量和加工余量)的基体坯件(再经装钵后送人窑炉就焙烧出基体瓷坯)。如果制备工艺良好,基体瓷坯尺寸精度高表面良好,则只要经球磨抛光后即能用于制作电阻体;径向尺寸超正差的可于无心磨床上磨至需要的尺寸。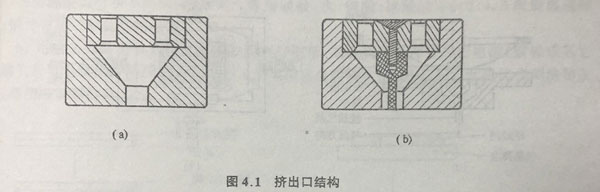
(6)热压铸成型是在热压铸瓷粉料(料中加有表面活性物质油酸)中加人 2% ~14%的石蜡蜂蜡和硬脂酸,在适当的温度下搅拌使之充分混合,并经真空搅拌处理的热压铸料,在压力作用下使热铸浆料充满金属铸膜并在压力的持续作用下,凝固形成坯件,适用于外形比较复杂,要求外表面光洁且尺寸要求较严的产品。
(7) 注浆成型适用于制成大型的、形状较复杂的坯件。这种方法是把加有0.3% ~0.5%悬浮剂(Na2CO3, Na2SiO3之类的电解质)或经酸洗处理的流动性良好的浆料浇注到石膏模中,利用半水石膏的吸水作用,吸除浆料中的水份而使之成为有-定强度的坯件。
(8)机床加工成型是针对一些由大量圆弧线或特殊曲线组成的大型坯件采用类同于金属车、刨、铣的方法,对预先由挤压、注浆粗制形的坯件进行再加工,使得到需要外形尺寸的坯件。
如有条件,加工好的坯件可存放段时期 ,会利于 后续工艺操作或使得成品瓷件有较好的质量







